本項研究是由FerroECOBlast?Europe公司的研發(fā)部門與Jo?ef Stefan研究所(斯洛文尼亞的領(lǐng)先科學(xué)實驗室和格拉茨的Joanneum研究中心)合作進行���,研究了噴丸處理對增材制造零件的影響�����。
隨著增材制造技術(shù)(也稱為3D打印)的顯著發(fā)展���,在非常規(guī)結(jié)構(gòu)和材料的表面處理方面出現(xiàn)了新的準(zhǔn)則和要求�����。冷微鍛造���,俗稱噴丸處理�,是一種眾所周知的表面處理工藝���,通常用于航空航天和汽車等要求最苛刻的行業(yè)的機械零件上���。噴丸處理改善了機械零件的工藝性能并延長了其使用壽命。
問題在于,孔隙率和由此產(chǎn)生的微裂紋在多大程度上影響了3D打印零件的機械特性���,以及對此如何進行改善。當(dāng)前研究分為多個方向:退火和金屬微觀結(jié)構(gòu)的相應(yīng)變化���,壓縮/軋制�����,以及可能是最合適的現(xiàn)代噴丸處理�����。由于AM(Additive Manufacturing; 增材制造)技術(shù)相對較新�,對此類機械零件的噴丸效果尚未進行廣泛研究�����,因此決定對采用增材制造生產(chǎn)的金屬零件進行噴丸效果研究。
測試概述
不同的3D打印工藝有利于復(fù)雜零件和原型件的制造�,因此很難選擇使用這些工藝制造的典型機械零件作為測試對象。本研究選擇了一種常用于實驗室進行疲勞強度試驗的普通試件�����。試件采用SLM(選擇性激光熔化)工藝,也稱為LPBF(激光粉末熔珠)工藝來制造���。在材料方面,本研究選擇了三種不同的常用金屬合金:
1. 鋁合金AlSi10Mg
2. 馬氏體時效鋼MS1(DIN 1.2709)
3. 鈦合金Ti6Al4V
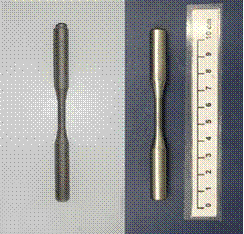
圖1:試件–3D打印試件
左:未經(jīng)處理的原始零件?右:噴丸前的研磨件
熱處理
清除3D打印試件上的殘余灰塵和氧化物�����,然后進行退火和時效處理���。隨后將試件研磨至最終尺寸�����,以確保尺寸精度和試件更好的工藝性能。每種選定的材料都需要進行不同的熱處理�����,如表1所示�����。
表1:每種選定材料的試件熱處理參數(shù)

機械處理
由于AM生產(chǎn)的試件在熱處理后沒有足夠精確的形狀,因此需要進行機械后處理�,即研磨,以確保測試所需的精確幾何形狀�。這樣,在進行永久動態(tài)強度試驗時�����,得到了準(zhǔn)確的結(jié)果�。所有試件均按實驗室常用試件的標(biāo)準(zhǔn)形狀和尺寸制造。
噴丸處理
試驗前的最后一道工序是噴丸�。所選參數(shù)是根據(jù)實踐中每種特定類型的常規(guī)基材的最常見參數(shù)經(jīng)驗確定的。為了確定最合適的方法���,為每種試驗材料選擇了三種不同類型的丸料和不同強度的噴丸方法:鋼丸ASH110���、陶瓷丸Z150以及ASH110和Z150的雙重丸料組合。
表2:AlSi10Mg�����、MS1和Ti6Al4V樣品的噴丸參數(shù)
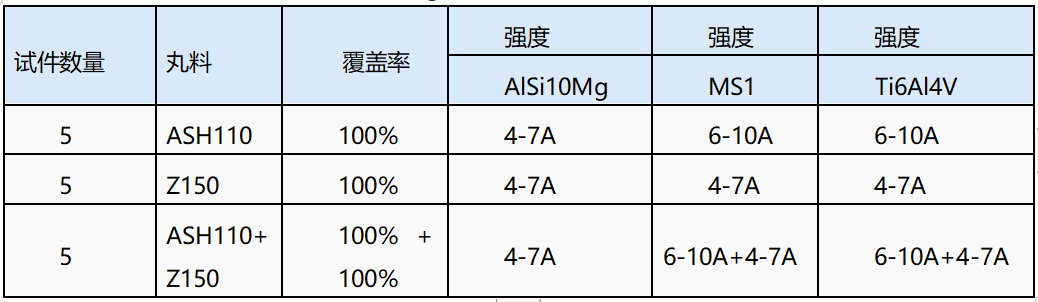
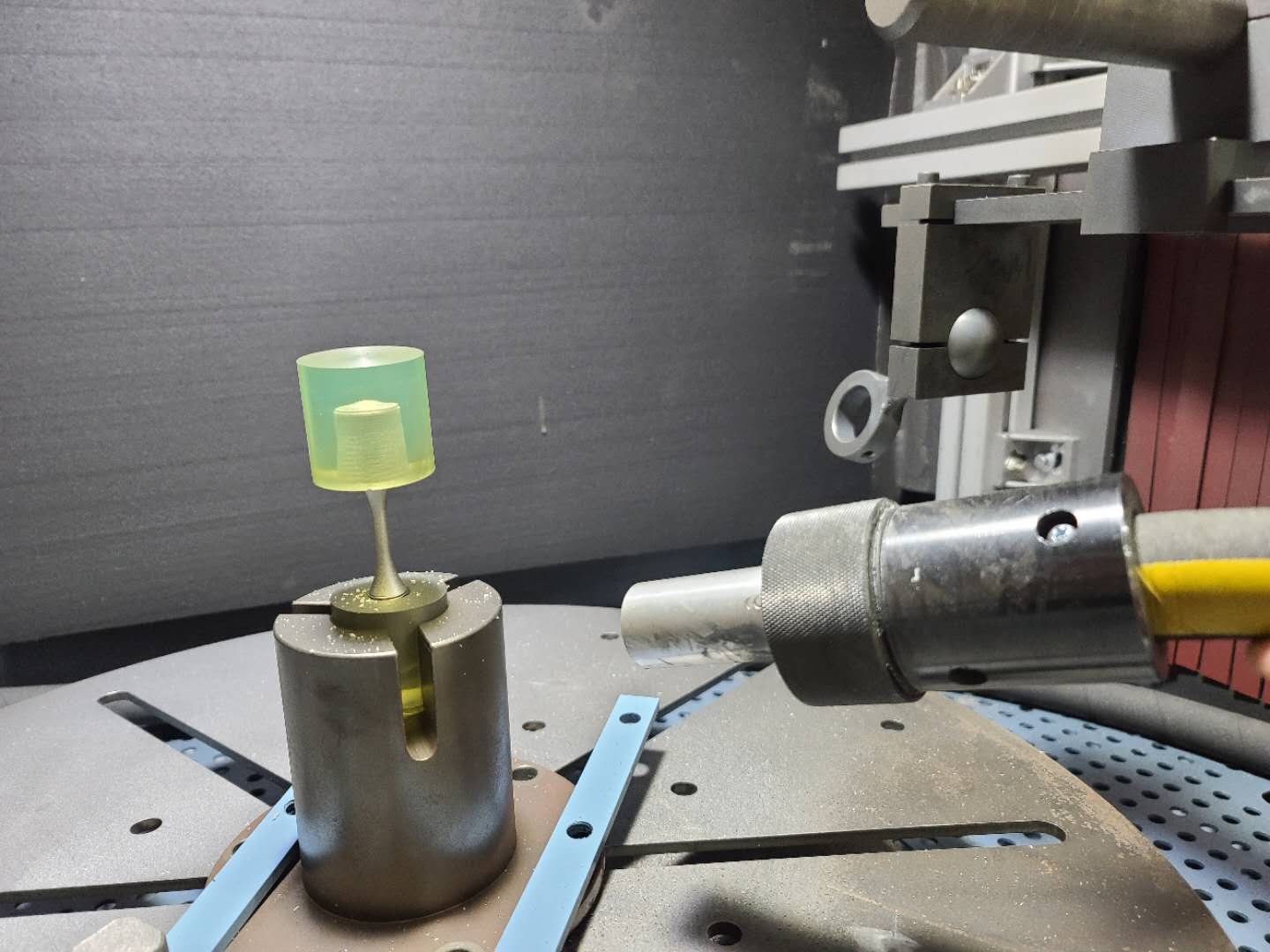
圖2:機器中樣品的噴丸處理
疲勞強度試驗
在實驗室用專用機器對未經(jīng)噴丸處理的五個樣品進行疲勞強度試驗�����。其目的是確定在105次循環(huán)和大約70 Hz的頻率下達到試件斷裂點所需的載荷。確定參數(shù)后,又測試了五個具有相同參數(shù)的參考試件�,這些參考試件也沒有進行噴丸處理,并且這5個參考試件分別針對每種材料及噴丸處理總共進行了60次測試。
疲勞強度試驗結(jié)果
如下圖所示���,噴丸處理對試件的持久動態(tài)強度有非常積極的影響。未經(jīng)噴丸處理的參考試件在平均105次循環(huán)中達到斷裂點,而經(jīng)噴丸處理的試件可經(jīng)受平均5105次循環(huán),最多2106次循環(huán)。失效所需的循環(huán)次數(shù)取決于噴丸參數(shù)以及試件的基材。
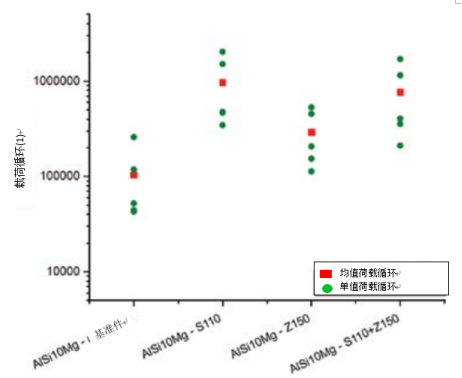
圖3 AlSi10Mg樣品測試圖
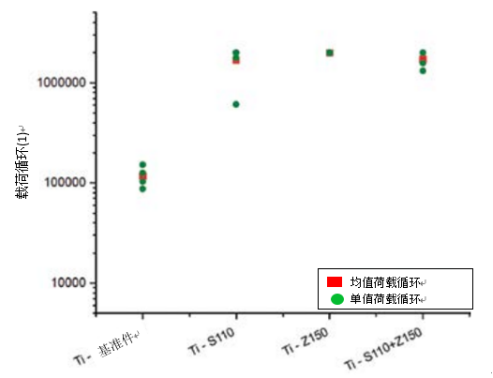
圖4: Ti6Al4V樣品測試圖

圖5: MS1樣品測試圖
金相分析
金相分析的目的是檢查噴丸處理對試樣基材的影響�,其結(jié)果最好反映在顯微硬度上�。對測試持續(xù)動態(tài)強度的同類樣品進行測量���。
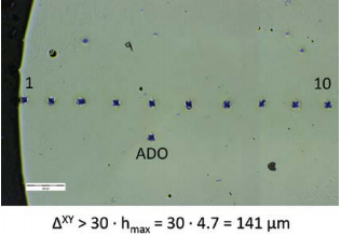
圖6:樣品顯微硬度測量圖像
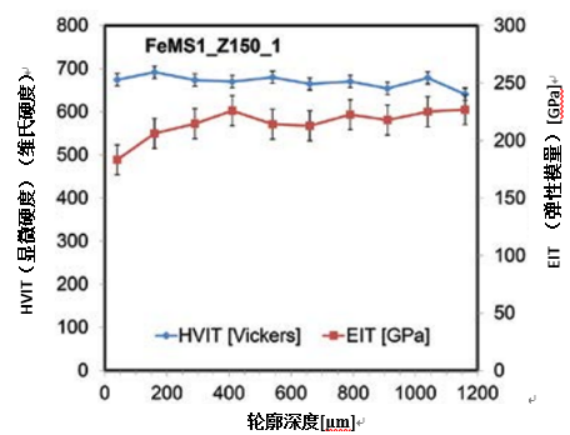
圖7: MS1樣品的HV顯微硬度測量及彈性模量圖示例
摘要
研究結(jié)果證實�,噴丸處理對AM生產(chǎn)的零件的疲勞強度有顯著的積極影響�,而與基材無關(guān)�。
對鈦合金Ti6Al4V的影響最大,壽命延長了20倍�。試驗結(jié)果本可以更好���,但試驗人員在2×106次循環(huán)時停止了測試�。由MS1鋼制成的樣品的壽命延長了約15倍���,最后由AlSi10Mg制成的樣品的壽命延長了8-10倍���。
結(jié)果表明�����,采用S110鋼丸進行噴丸處理效果最好,其次是S110+Z150鋼丸和陶瓷丸的雙重丸料,最后是Z150陶瓷丸。AlSi10Mg試樣的結(jié)果偏差最大,其次是鋼試樣���,而Ti6Al4V的所有噴丸測試方法都取得了很好的效果。
噴丸處理對材料顯微硬度的影響�����,正如金相分析所顯示的�,并不顯著。表面顯微硬度略有增加�,可達200-300μm深�。以S110+Z150雙噴丸效果最好,表現(xiàn)為彈性模量的提高�。
噴丸處理顯著提高了由AM過程產(chǎn)生的產(chǎn)品的機械性能���、疲勞強度和抗腐蝕性�����,從而延長了產(chǎn)品的使用壽命�。
因此�����,制造商能夠優(yōu)化此類產(chǎn)品的設(shè)計���,減輕其重量���,這最終意味著更快和更具成本效益的生產(chǎn)過程,并在運行過程中顯著節(jié)約能源�����。
如本研究所示���,在設(shè)計階段牢記噴丸對所有采用增材制造生產(chǎn)的金屬零件都有很大意義���。




