引 言
“噴丸強(qiáng)度”代表了一個噴丸束流引入殘余壓應(yīng)力層深的能力���。噴丸能夠在零件表面上產(chǎn)生塑性變形��,進(jìn)而在表面變形層上引入殘余壓應(yīng)力�。塑性變形的層深是需要進(jìn)行控制的�。我們可以利用噴丸束流的一些特性來控制殘余壓應(yīng)力層深。我們可以用一個機(jī)械搶連續(xù)射擊出一束子彈流進(jìn)行類比����。子彈流具備對目標(biāo)物體的表面進(jìn)行破壞的能力。該破壞力取決于子彈的尺寸�����、速度和硬度��。大尺寸�����、高硬度和高速度的子彈與小尺寸�����、低硬度和低速度的子彈相比�����,其對目標(biāo)物體表面的破壞力更大��。類似的����,噴丸束流的引入殘余壓應(yīng)力層深的能力(即噴丸強(qiáng)度)也與上述例子中的因素有關(guān)。
“噴丸強(qiáng)度”是定義和控制噴丸束流引入殘余壓應(yīng)力層能力的一個參數(shù)����。在噴丸工藝發(fā)展的初始階段,J.O.Almen認(rèn)識到需要對這種能力進(jìn)行量化���。他想到了一個非常好的主意�,即用間接的方法來表征噴丸束流引入殘余壓應(yīng)力層的能力�����,通過對一組鋼制的試片用逐漸遞增的時間進(jìn)行噴丸�,然后測試試片的弧高值,生成“飽和曲線”��?!帮柡颓€”用來表征隨著噴丸時間的增加,噴丸后的試片的弧高值增加的現(xiàn)象����?�!皣娡鑿?qiáng)度”是飽和曲線上的一個特殊的點(飽和點)���,用來量化一個噴丸束流引入殘余壓應(yīng)力層深的能力。在飽和點上試片的弧高值越高���,那么噴丸束流的引入殘余壓應(yīng)力層深的能力越強(qiáng)�����。在標(biāo)準(zhǔn)J442和J443中描述了怎么利用設(shè)備和程序進(jìn)行計算噴丸強(qiáng)度���。
本篇文章對關(guān)于“噴丸”強(qiáng)度的三個重要問題進(jìn)行討論,試圖對在現(xiàn)實使用中遇到的相關(guān)問題提供一些解決方法���。這三個問題是噴丸強(qiáng)度的意義�、測量原理以及確認(rèn)方法����。
噴丸強(qiáng)度的意義
當(dāng)一個噴丸束流擊打零件時,噴丸行業(yè)使用“噴丸強(qiáng)度”作為控制噴丸在零件表面引入的殘余壓應(yīng)力層深的一個參數(shù)。在其它參數(shù)不變的前提下�,隨著噴丸強(qiáng)度的增加,其引入的殘余應(yīng)力層的深度會隨之增加����,這種關(guān)系如圖1所示����。我們知道殘余壓應(yīng)力層深直接與噴丸束流的噴丸強(qiáng)度相關(guān)。噴丸強(qiáng)度的單位和其引入的殘余壓應(yīng)力層深的單位相同�����,均為毫米mm(或者為千分之一英寸)�。
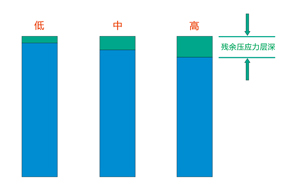
圖1. 在“100%覆蓋率”的前提下,噴丸強(qiáng)度對殘余壓應(yīng)力層深的影響
噴丸束流本身是具有潛在的噴丸強(qiáng)度的能力(引入殘余壓應(yīng)力層深的能力)���。當(dāng)噴丸束流擊打目標(biāo)零件時���,人們意識到這種潛能或大或小。為便于分析�����,我們再拿機(jī)械搶射擊出一束子彈為例。這一束子彈具有破壞目標(biāo)物表面的潛能����,可以用來類比噴丸時噴丸束流引入殘余壓應(yīng)力層深的能力(噴丸強(qiáng)度)。
有一點對于我們理解噴丸強(qiáng)度非常重要�����,即:
噴丸強(qiáng)度會隨距離的變化而發(fā)生變化���。
圖2用圖解的方式解釋了一束噴丸束流的這種變化�����。實際上��,當(dāng)丸料從噴嘴中噴出時�,丸料會繼續(xù)受到快速移動的空氣流的作用而加速����。相反地,丸料受到周圍靜止的空氣的阻力作用而減速��。這種加速和減速的共同作用會使丸料在某一距離M上產(chǎn)生一個最大的速度(對于一般的噴丸設(shè)備而言���,這個距離M通常為200~300mm)�。對于拋丸設(shè)備而言,丸料一旦從葉片上離開就會馬上減速�。
如果我們把在M點的噴丸和在更遠(yuǎn)處的X點的噴丸進(jìn)行對比,我們會發(fā)現(xiàn)有兩個特點有明顯的不同�����。第一個是這兩個位置的噴丸強(qiáng)度有著明顯的不同��。第二個是在M點附近的噴丸強(qiáng)度沒有很大地差異���,然而在X點附件的噴丸強(qiáng)度則明顯不同,會有一個范圍��。
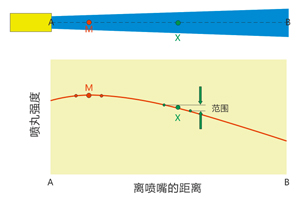
圖2. 噴丸強(qiáng)度隨噴丸距離的變化關(guān)系
在一個噴丸束流的橫切面上各個點的噴丸強(qiáng)度差異很小����。非常幸運(yùn)地是,這種差異是不重要的�,這是因為噴丸束流會沿著目標(biāo)零件表面的切向方向移動,可以在零件的表面形成均勻的噴丸效果���。
子彈或者噴丸束流的沖擊效果也取決于目標(biāo)物體的一些特性���,比如厚度�、硬度以及與束流之間的角度�,等等。我們可以把對機(jī)械搶的分析擴(kuò)展一些內(nèi)容��,比如對其打擊效果進(jìn)行評價�。如果把防彈衣置于“一束子彈”中,那么防彈衣被打擊后的凌亂的效果取決于子彈流的表面破壞的潛能�����。為了定量地表征這種潛能�����,我們需要采用一組標(biāo)準(zhǔn)的試片(材料�����、硬度和厚度均相同)進(jìn)行一個測試����,該測試需要試片與子彈流成90°并且與槍的噴嘴的距離已知。
噴丸強(qiáng)度的測試
目前并沒有一個實用的辦法可以直接測試一個噴丸束流的潛在噴丸強(qiáng)度�����。我們目前必須依靠通過測試噴丸束流在阿爾門試片上以90°的沖擊效果來進(jìn)行表征。噴嘴與試片的距離必須和噴嘴與零件表面的距離一致�����。因為如圖2所示的噴丸強(qiáng)度會隨距離發(fā)生變化���,因此這種一致性是非常重要的��。
噴丸強(qiáng)度的測試的方法在標(biāo)準(zhǔn)J443中有詳細(xì)描述���,需要測試一組阿爾門試片在不同的噴丸時間后的弧高值��,以時間(或與時間相關(guān)的參數(shù))為橫坐標(biāo)�、以弧高值為縱坐標(biāo)進(jìn)行繪圖。如果我們使用了無數(shù)個阿爾門試片進(jìn)行不同時間的噴丸�,我們將得到一個連續(xù) 的“飽和曲線”。當(dāng)然這是不切實際的��,在實際的試驗中數(shù)據(jù)是有限的���,通常使用4個至8個阿爾門試片�。圖3顯示了連續(xù)的曲線和六個數(shù)據(jù)點之間的差異。有一點銘記在心是非常重要的��,即:
每個單獨(dú)的數(shù)據(jù)點必然是具有變化性的���。
數(shù)據(jù)點的變化性可以通過誤差帶進(jìn)行表示����,如圖3所示�。每個誤差帶表示了“期望值”的上限和下限。如果公差帶的范圍在兩側(cè)的平均值上符合標(biāo)準(zhǔn)偏差����,那么平均下來三分之二的數(shù)值將位于誤差帶之間�����。另一方面,如果這些數(shù)據(jù)同時滿足兩個標(biāo)準(zhǔn)差���,那么平均下來二十分之十九的數(shù)值將位于誤差帶之間���。如圖3所示,公差帶的范圍同時滿足兩個標(biāo)準(zhǔn)差���。所有六個數(shù)值均位于公差帶范圍以內(nèi)���。機(jī)警的讀者可能會察覺到如果極限縮小一半(滿足一個標(biāo)準(zhǔn)差)���,那么六分之二(三分之一)的數(shù)據(jù)點將會落在公差帶范圍之外。
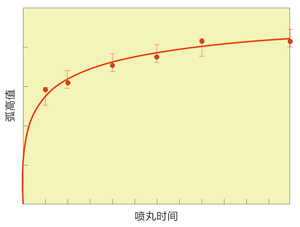
圖3 . 基于六個數(shù)據(jù)點的連續(xù)曲線
獲取一組數(shù)據(jù)以后��,那么接下來的問題是如何得到噴丸強(qiáng)度���。在標(biāo)準(zhǔn)J443中有兩個不同的方法����。我們可以(Ⅰ)用一個計算機(jī)程序來分析數(shù)據(jù)或者(Ⅱ)人工選擇滿足規(guī)范要求的的最小數(shù)值點����。這兩種方法均受到在一個給定的數(shù)據(jù)集中數(shù)據(jù)量的影響。如果在一個平滑的曲線中的數(shù)據(jù)的變化量比較小�����,那么這些數(shù)據(jù)可以被認(rèn)為是“好的”���,然而如果變化量較大���,那么這些數(shù)據(jù)被認(rèn)為是“壞的”。一個重要的一點:
在一個平滑曲線中數(shù)據(jù)變化性是測試生產(chǎn)控制有效性的一種方法��。
(1)計算機(jī)分析
采用計算機(jī)分析的方法計算噴丸強(qiáng)度有很多優(yōu)勢���,包括:客觀性強(qiáng)��、強(qiáng)度值唯一以及每個數(shù)據(jù)點均可用�����。
計算機(jī)分析是基于(a)采用已知的公式對數(shù)據(jù)進(jìn)行擬合�;(b)根據(jù)相關(guān)的準(zhǔn)則在曲線上得出一個唯一的點����,這個準(zhǔn)則是:
噴丸強(qiáng)度是噴丸時間增加一倍時,增加量剛好為10%的弧高值��。
對于一個給定的擬合后的曲線���,僅有一個點滿足上面的準(zhǔn)則�����。
共有四個因素可以影響計算機(jī)方法計算噴丸強(qiáng)度的準(zhǔn)確性�。(Ⅰ)與唯一一個噴丸強(qiáng)度點相關(guān)的取值范圍;(Ⅱ)數(shù)據(jù)的質(zhì)量���;(Ⅲ)擬合公式的選擇�;(Ⅳ)數(shù)據(jù)點的數(shù)量�����。
(Ⅰ)取值范圍
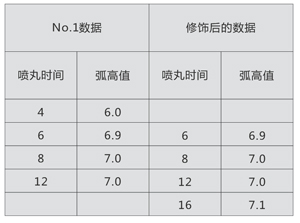
選取數(shù)據(jù)范圍的一個重要原則就是:“數(shù)據(jù)中至少有一個點所對應(yīng)的時間必須比噴丸強(qiáng)度對應(yīng)的時間更短”�。這個原則的重要性可以用下面這個真實的例子來證明。選擇SAE表面強(qiáng)化委員會給出的八個例子中的No.1的數(shù)據(jù)����,如果把第一組數(shù)據(jù)去掉,增加一個在時間為16時弧高值為7.1的數(shù)據(jù)�����,這兩組數(shù)據(jù)如表1所示�����。
表1
SAE規(guī)范中的No.1數(shù)據(jù)以及修飾后的數(shù)據(jù)
采用計算機(jī)分析的方法�����,使用French-specified擬合方程對數(shù)據(jù)進(jìn)行擬合�,所得到的曲線如圖4所示。對于SAE給定的例子中�����,使用第1至第4的數(shù)據(jù)得出的噴丸強(qiáng)度為6.4(在4.75的時間)���。使用第2至第5的數(shù)據(jù)得出的噴丸強(qiáng)度為5.9(在1.08的時間)��。
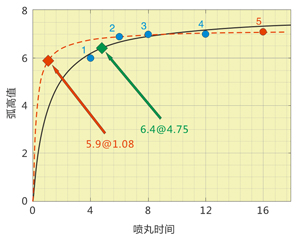
圖4. 原始數(shù)據(jù)的選擇對計算噴丸強(qiáng)度的影響
采用修飾之后的數(shù)據(jù)畫出的曲線前段部分幾乎為一條曲線�����,這不可能找出真正的噴丸強(qiáng)度�����。
選取數(shù)據(jù)范圍的第二個重要原則就是“數(shù)據(jù)中至少有一個點所對應(yīng)的時間必須和噴丸強(qiáng)度對應(yīng)的時間的2倍相同或更長”�����。具備了這個原則意味著可以用實際的數(shù)據(jù)確認(rèn)“噴丸強(qiáng)度是噴丸時間增加一倍時����,增加量剛好為10%的弧高值”是否滿足要求。
(Ⅱ)數(shù)據(jù)的質(zhì)量
每一組數(shù)據(jù)都與理想狀態(tài)的平滑的飽和曲線產(chǎn)生一定程度的偏差���。這就是變動幅度����,可以用來定義一組數(shù)據(jù)的質(zhì)量���。測試出的弧高值發(fā)生隨機(jī)的或系統(tǒng)性的偏差是在所難免的�。在一組數(shù)據(jù)中數(shù)據(jù)越多�����,則越能減少這種偏差���。但是�,如果總偏差過于嚴(yán)重��,那么不管采用何種形式的分析都會比較困難�����。這種情況用“朽木不可雕也”這個名句是比較合適的�。一組數(shù)據(jù)的質(zhì)量是否合格直接影響著是否可以計算出準(zhǔn)確的噴丸強(qiáng)度。一個主觀的方法是做一個“常識性”的判斷���,這是基于對繪制出的數(shù)據(jù)以及相應(yīng)的最佳擬合曲線進(jìn)行目視檢查的結(jié)果�?����?陀^的方法是基于數(shù)據(jù)擬合結(jié)果的準(zhǔn)確性���,比如離差平方和的大小是否合適��。
(Ⅲ)擬合公式的選擇
擬合曲線的選擇(如果選擇是有效的)應(yīng)該基于一組數(shù)據(jù)的數(shù)量�����、范圍和質(zhì)量并且是否使用了復(fù)合夾具�����。對于“求解程序”選擇指南如下:(a)對于單個夾具中每組數(shù)據(jù)有四到五個中等到優(yōu)等質(zhì)量的數(shù)據(jù)點使用EXP2P或2PF程序�,如果數(shù)據(jù)的范圍更大,則推薦使用2PF程序���;(b)對于復(fù)合夾具中每組數(shù)據(jù)有四到五個中等到優(yōu)等質(zhì)量的數(shù)據(jù)點使用2PF程序���;(c)在一組數(shù)據(jù)有六個或更多的數(shù)據(jù)點時使用EXP3P程序。
(Ⅳ)數(shù)據(jù)點的數(shù)量�����。
人們普遍沒有意識到:
噴丸強(qiáng)度的精度取決于一組數(shù)據(jù)中數(shù)據(jù)點的數(shù)量���。
作為一個近似值�����,計算機(jī)得到的噴丸強(qiáng)度的公差帶等于單個數(shù)據(jù)值除以一組數(shù)據(jù)中的數(shù)據(jù)點的個數(shù)��。例如��,對于一組五個數(shù)據(jù)點��,如果單個數(shù)據(jù)點的公差帶的寬度的平局值為1.0�,那么噴丸強(qiáng)度的公差帶的寬度為0.2(1.0/5)�。這就決定了在一組數(shù)據(jù)中的數(shù)據(jù)點越多���,那么得到的噴丸強(qiáng)度將會更準(zhǔn)確。
(2)最小數(shù)據(jù)點的選擇
在有些情況下沒有辦法得到一個完整的飽和曲線�����,這種情況出現(xiàn)在當(dāng)單獨(dú)的一遍(一次或一次轉(zhuǎn)臺旋轉(zhuǎn))噴丸后的弧高值與多遍(多次或多次轉(zhuǎn)臺旋轉(zhuǎn))噴丸后弧高值很接近的時候���。弧高值與遍數(shù)的關(guān)系圖如圖5所示����。此時噴丸強(qiáng)度H就定義為”當(dāng)噴丸時間增加一倍時,弧高值的增加量不超過10%的最小數(shù)據(jù)點”���。
圖5中的數(shù)據(jù)點與圖4中修飾后的數(shù)據(jù)點比較相似����。在這種情況下就不適用采用曲線擬合的方法����。采用“最小數(shù)據(jù)點選擇”的方法得出的噴丸強(qiáng)度比使用計算機(jī)程序擬合飽和曲線的方法要更大一些,兩者的差異大概在10%左右��。另外一個重要的特征就是噴丸強(qiáng)度是一個單一的值。
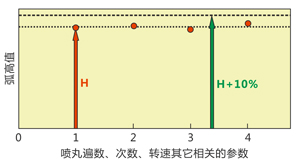
圖5. 當(dāng)噴丸時間增加一倍時�����,弧高值的增加量不超過10%的最小數(shù)據(jù)點
確認(rèn)
通常情況下使用一定的遍數(shù)/次數(shù)/轉(zhuǎn)臺旋轉(zhuǎn)數(shù)對試片進(jìn)行噴丸進(jìn)而才能繪制出飽和曲線�����。飽和曲線主要用于確認(rèn)所需的噴丸強(qiáng)度是否達(dá)到了要求�����。確認(rèn)噴丸強(qiáng)度時用到了飽和時間T���。
我們會花費(fèi)比較多的時間和精力用來調(diào)整設(shè)備的參數(shù)�,目的是要找到符合規(guī)定要求的噴丸強(qiáng)度���,噴丸強(qiáng)度所對應(yīng)的時間為T�����,如圖6所示�。當(dāng)相關(guān)的參數(shù)確定以后�,需要定期的進(jìn)行檢查以確定這些參數(shù)得到的噴丸強(qiáng)度是否持續(xù)的滿足要求����。但是�����,檢查的結(jié)果和噴丸強(qiáng)度是不相同的�。對于單個阿爾門試片固定器的強(qiáng)度確認(rèn)與多個阿爾門試片固定器相比要簡單的多。
單個阿爾門試片固定器的強(qiáng)度確認(rèn)
在標(biāo)準(zhǔn)SAE J443中描述了噴丸強(qiáng)度的確認(rèn)方法��。當(dāng)僅有一個固定器時�,可以使用單個阿爾門試片進(jìn)行確認(rèn)����。在理想狀態(tài)下,這個試片應(yīng)該用時間T(噴丸強(qiáng)度對應(yīng)的時間)進(jìn)行噴丸�����。需要指出的是���,當(dāng)時間的單位為遍數(shù)或者旋轉(zhuǎn)次數(shù)時�����,這種采用時間T驗證的方法就不可行了�����。噴丸時間T很少為整數(shù)�����,如圖6所示�。J443中解釋到“驗證得到的弧高值與飽和曲線計算得到噴丸強(qiáng)度的差異應(yīng)在±0.038mm以內(nèi)……”。噴丸強(qiáng)度可以從飽和曲線上使用簡單的追加曲線求解程序獲得�。這種追加的程序會代替把已選擇的整數(shù)“時間”數(shù)值帶入到擬合的等式中進(jìn)而求得相應(yīng)的弧高值。該弧高值可以稱為“目標(biāo)確認(rèn)的弧高值”����,不是真正的噴丸強(qiáng)度值。通過飽和曲線得出的強(qiáng)度值的精度比單個數(shù)據(jù)點的精度更加的精確���。一個目標(biāo)確認(rèn)的弧高值如圖6所示��。J443規(guī)定驗證得到的弧高值與噴丸強(qiáng)度相差的范圍應(yīng)在±0.0015英寸(±0.038mm)以內(nèi)�。作為另外一個驗證方法��,有一個簡單的方法可以調(diào)整規(guī)范的極限值(上限和下限),目的是彌補(bǔ)時間T和選擇的目標(biāo)確認(rèn)的“時間”����。這種方法使用了目標(biāo)確認(rèn)的弧高值和噴丸強(qiáng)度對應(yīng)的弧高值的比值。通過簡單地把上限和下限與計算出的比例進(jìn)行相乘�。下面的例子對這種調(diào)整如何在現(xiàn)實中進(jìn)行使用進(jìn)行了說明。
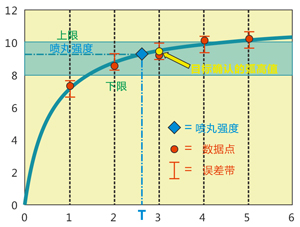
圖6. 從具有整數(shù)“時間”單位的飽和曲線上得到的噴丸強(qiáng)度和目標(biāo)確認(rèn)的弧高值
對于單個固定器的強(qiáng)度確認(rèn)以及范圍調(diào)整的例子���。
圖7中的例子是基于使用2PF程序以及SAE的No.4的一組數(shù)據(jù)���。在擬合公式h=a*t/(b+t)可以得出以下數(shù)值:a=6.22,b=0.58�����,得出的噴丸強(qiáng)度為5.09�����,噴丸強(qiáng)度對應(yīng)的時間為2.62���。把3(t值)代入到2PF公式中可以得到h=6.22*3/(3+0.58),從而可以得到“目標(biāo)確認(rèn)的強(qiáng)度”h=5.21����。把規(guī)定的強(qiáng)度范圍(4和6)乘以5.21/5.09后得到4.1和6.1作為修正后的極限�����。那么采用“時間”為3遍進(jìn)行噴丸強(qiáng)度確認(rèn)時����,所得的弧高值需落在4.1至6.1的范圍以內(nèi)(圖7中的綠色棒)�。在這個特殊的例子中,對于誤差帶的調(diào)整很小��,不影響最終確認(rèn)的結(jié)果��。對于噴丸強(qiáng)度點和極限范圍很接近的例子�����,可能會在這種調(diào)整中受益�����。
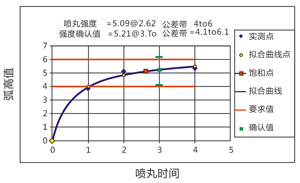
圖7. 從具有整數(shù)“時間”單位的飽和曲線上得到的噴丸強(qiáng)度和目標(biāo)確認(rèn)的弧高值
多個固定器的強(qiáng)度確認(rèn)
當(dāng)使用多個阿爾門固定器進(jìn)行飽和曲線繪制時���,將會產(chǎn)生多個“飽和時間”T�����。在這種情況下����,J443推薦使用一個確認(rèn)的時間進(jìn)行強(qiáng)度確認(rèn)。所選擇的時間不應(yīng)比最短的飽和時間更短�����,同時也不能比最長的飽和時間更長����。最終得到的弧高值與原始飽和曲線得到的噴丸強(qiáng)度相差的范圍應(yīng)在±0.0015英寸(±0.038mm)以內(nèi)。
另外一個方法就是把所有的噴丸強(qiáng)度對應(yīng)的時間進(jìn)行平均并進(jìn)行四舍五入�,然后在每個固定器上用這個四舍五入后的整數(shù)時間對試片進(jìn)行噴丸,從而進(jìn)行目標(biāo)強(qiáng)度確認(rèn)��。那么在每個固定器上進(jìn)行目標(biāo)強(qiáng)度的確認(rèn)的方法可參照之前的單個固定器的方法��。第二個問題就是要能夠把其包括的大量的數(shù)據(jù)可視化�。一個簡單的基于Excel的計算機(jī)程序可以自動執(zhí)行相關(guān)的計算���。這個程序也會產(chǎn)生調(diào)整后的上限和下限�,同時也要使用±0.0015英寸的方法。下面的例子對這種程序如何在現(xiàn)實中進(jìn)行使用進(jìn)行了說明����。
在使用多個固定器的情況下的強(qiáng)度確認(rèn)程序
針對這個例子,假設(shè)夾具中包含了七個阿爾門試片固定器����。在每個固定器上生產(chǎn)飽和曲線并使用2PF求解程序。得到的相關(guān)的噴丸強(qiáng)度和時間如圖8所示�,同時使用基于Excel的“強(qiáng)度確認(rèn)程序”。七個噴丸強(qiáng)度對應(yīng)的飽和時間T的平均值為5.71�����,四舍五入后得6����。假定噴丸強(qiáng)度的上限和下限分別為8和10。在每個固定器上����,使用T=6時對這些極限進(jìn)行一些調(diào)整(與之前的單個固定器的方法相同)。目標(biāo)確認(rèn)弧高值(把T=6代入到每個飽和曲線的公式中)在黃色的一欄數(shù)據(jù)中�。
在7個固定器位置中使用T=6的時間進(jìn)行噴丸,測量后得到的“確認(rèn)弧高值”輸入到藍(lán)色的一欄數(shù)據(jù)中����。每個數(shù)據(jù)均要求位于調(diào)整后的上限和下限之間�����。
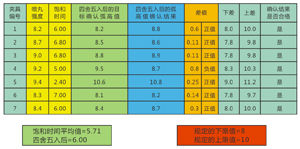
圖8. 在有7個阿爾門固定器的夾具上使用2PF求解程序
噴丸強(qiáng)度確認(rèn)值和目標(biāo)值之間的差異計算出來后顯示在“差值”的一欄中�。為了模擬出“問題狀態(tài)”下的情景�,確認(rèn)弧高值的數(shù)值被故意的放大了,這與把之前的飽和曲線弧高值測量的時間設(shè)為T=6有關(guān)����。故意的放大后的值在差值一欄中大多顯示了“正值”。這種大多數(shù)的情況并不是隨機(jī)發(fā)生的而是與一個或多個控制參數(shù)的變化有關(guān)(比如壓縮空氣或葉輪轉(zhuǎn)速)�。最終的一欄清晰地顯示所有七個試片確認(rèn)的結(jié)果均滿足公差帶要求的范圍。
兩個試片噴丸強(qiáng)度的確認(rèn)
采用一個試片進(jìn)行噴丸強(qiáng)度確認(rèn)的方法并不能保證該噴丸束流的強(qiáng)度達(dá)到了要求�����。這僅僅能夠確認(rèn)在該處的弧高值是連續(xù)的����。圖9中的情況包含了圖7的飽和曲線同時還有另外兩條曲線,在1,2和3處有著噴丸強(qiáng)度����,這三條曲線均通過了相同的目標(biāo)確認(rèn)弧高值5.21。如果采用兩個試片進(jìn)行噴丸強(qiáng)度確認(rèn)�,那么會明顯地把三條曲線進(jìn)行區(qū)分開,關(guān)鍵是在第二個試片用2TINT的時間��,即兩倍的TINT����。采用兩個試片的方法在一定程度上能夠更準(zhǔn)確的確認(rèn)噴丸強(qiáng)度。
值得注意的是���,如果丸流量或者丸料速度發(fā)生很大地變化后����,那么噴丸強(qiáng)度也會發(fā)生很大地變化�,如圖9中所示。像這樣大的變化在一般情況下是很難遇到的���,但是如果在控制體系發(fā)生了某些明顯的變化后可能會發(fā)生這樣的問題����。
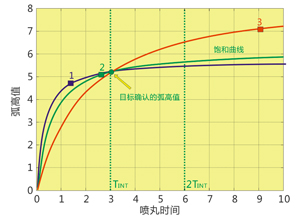
圖9. 通過目標(biāo)確認(rèn)弧高值的幾條曲線
總結(jié)
噴丸強(qiáng)度是一個噴丸束流在零件表面上引入一定殘余壓應(yīng)力層深和塑性變形的潛在能力��。這種潛在的能力僅在零件噴丸的時候才能被認(rèn)識到�����。非常重要的是,我們要認(rèn)識到噴丸強(qiáng)度隨距離的變化而發(fā)生變化�����。
噴丸強(qiáng)度的量化是通過對一組阿爾門試片的弧高值進(jìn)行測量和分析而得到的�����,每個試片都要噴不同的時間�。把不同的弧高值連在一起就能近似地得到一個連續(xù)的曲線。每組數(shù)據(jù)都能夠使用計算機(jī)程序客觀地計算出來�����?����;「咧档姆秶▏娡钑r間的選?����。?、數(shù)據(jù)點的質(zhì)量���、數(shù)據(jù)點的數(shù)量和擬合曲線的選取對于取得準(zhǔn)確的噴丸強(qiáng)度會產(chǎn)生重要的影響。
規(guī)范中規(guī)定的要求的噴丸強(qiáng)度的確認(rèn)方法是使用非整數(shù)的飽和時間T得到的弧高值是否在要求的范圍以內(nèi)���。
采用一個整數(shù)的數(shù)字,遍數(shù)��,進(jìn)行強(qiáng)度確認(rèn)時��,目標(biāo)確認(rèn)的弧高值要進(jìn)行調(diào)整�。一個客觀的基于Excel的“確認(rèn)程序”可以使得所有的計算自動進(jìn)行,尤其使用多個阿爾門固定器時是非常使用的�����。兩個試片確認(rèn)強(qiáng)度的方法在一定程度上可以保證噴丸強(qiáng)度確認(rèn)的結(jié)果的可靠性�。




